ASBV als Automatisierungs-Wegbereiter: Vollautomatisierter Pulvertransfer in der Batterieproduktion
Zusammenfassung
Ein großer Batteriehersteller automatisierte den Transfer von Kathodenpulver in seiner Elektrodenfertigung durch den Einsatz von Andocksysteme ASBV DN250 Doppelklappen. Dies ermöglichte ein vollständig autonomes, FTS-basiertes Andocken mit pneumatischer Steuerung, während gleichzeitig ein lückenloses Containment für krebserzeugende und brennbare Metalloxidpulver aufrechterhalten wurde.
- Vollautomatisierter Pulvertransfer mit bedienerfreiem Containment: Die FTS-Positionierung, das pneumatische Andocken und die mechanische Klappenverriegelung eliminieren die Expositionsgefahr für das Personal während des Transfers vom IBC zum Reaktor bei Kobalt-, Nickel- und Manganpulvern. Dadurch wird die Abhängigkeit von persönlicher Schutzausrüstung (PSA) und zusätzlichen Einhausungen (Isolatoren) reduziert.
- Toleranzausgleich als Enabler für FTS-basierte Automatisierung: Der integrierte mechanische Toleranzausgleich kompensiert die Positionierungsungenauigkeiten von fahrerlosen Transportsystemen (FTS/AGV). Dies macht präzise Andockvorrichtungen überflüssig und ermöglicht zuverlässige, wiederholbare Zyklen ohne den Einsatz kundenspezifischer Führungssysteme.
- ATEX-konforme Automatisierungsinfrastruktur für hochgefährliche Pulver: Das ATEX-zertifizierte Design gewährleistet einen sicheren Betrieb in explosionsgefährdeten Bereichen (Zone 20 innen / Zone 21 außen) ohne Zündquellen und unterstützt die Produktion im Fabrik-Maßstab mit vorhersehbaren Wartungsintervallen von 10-20 Jahren und bewährter Feldleistung in der pharmazeutischen und feinchemischen Automatisierung.
Technische Anforderungen für den automatisierten Pulvertransfer
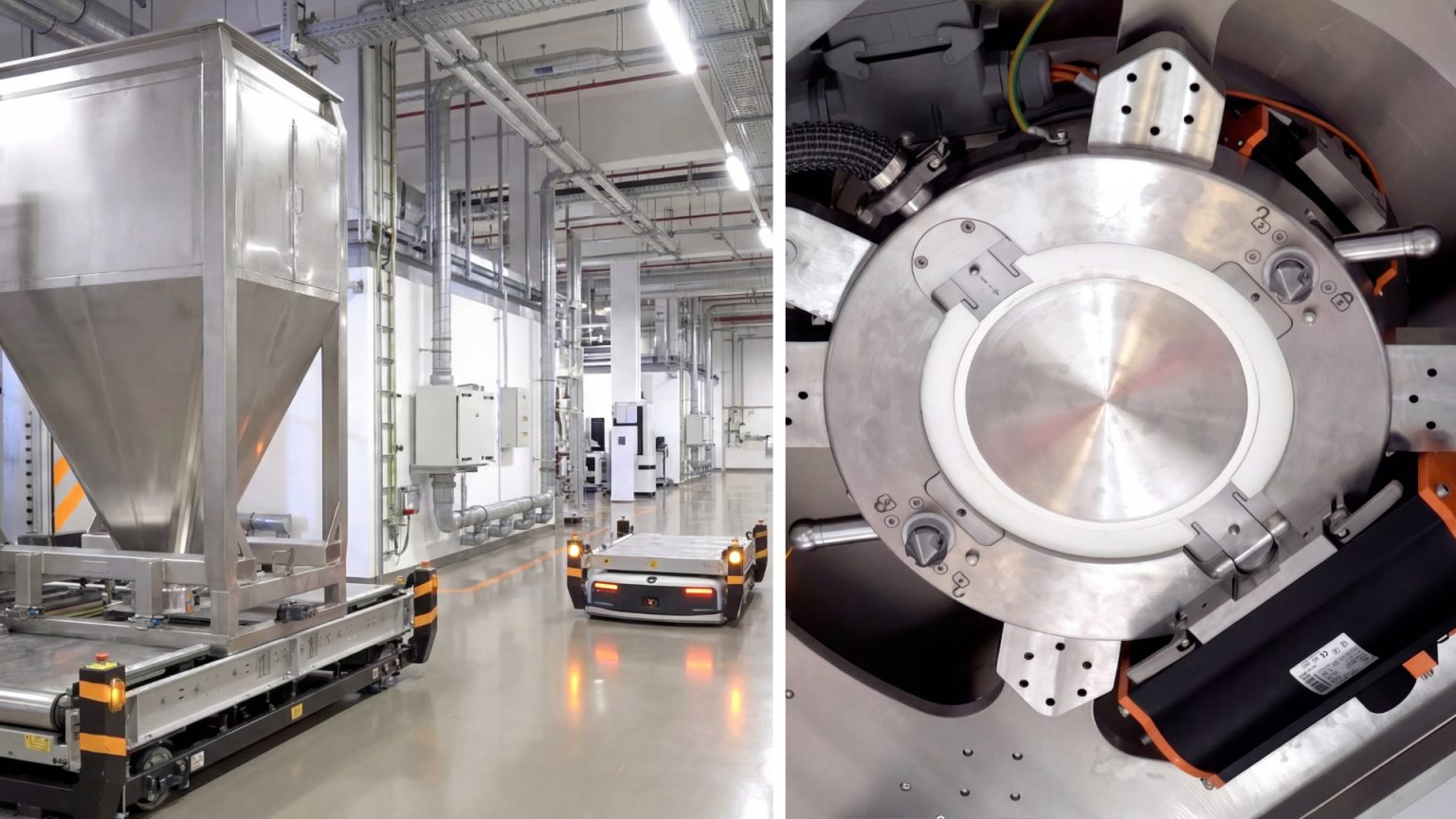
Ein großer Batteriehersteller im Fabrik-Maßstab beabsichtigte den Kathodenpulvertransfer in seiner Elektrodenfertigung vollständig zu automatisieren, um das Personal vor Exposition während des Andockvorgangs zu schützen. Die Anlage verarbeitet feine Metalloxidpulver, darunter Kobalt und Nickel (beide als krebserzeugend eingestuft), Mangan (Gefahr für das zentrale Nervensystem) und Lithiumverbindungen. Diese werden von IBCs in Mischreaktoren transferiert, in denen die Elektrodensuspension (Slurry) hergestellt wird.
Das Automatisierungskonzept sah vor, dass IBCs mittels fahrerloser Transportsysteme (FTS/AGVs) transportiert und auf dem Mischreaktor positioniert werden, ohne dass ein menschliches Eingreifen erforderlich ist.
Damit dieser Workflow funktioniert, musste die Containment-Schnittstelle an der Verbindung vom IBC zum Reaktor mechanisch mit den Positioniertoleranzen des FTS kompatibel, ohne Bedienereingriff bedienbar und in der Lage sein, während jedes Andockzyklus ein vollständiges Containment aufrechtzuerhalten.
Die Risikoanalyse identifizierte Gefahren durch brennbare Stäube (Graphit/Ruß). Daher wurde die ATEX-Zertifizierung als Designstandard festgelegt.
- Vollautomatisierter Andockzyklus: Keine manuellen Verbindungen, kein Bedienereingriff.
- Mechanischer Toleranzausgleich: Kompatibel mit der Positioniergenauigkeit des FTS.
- Geschlossenes Containment in jeder Phase: Anschluss, Transfer und Abkopplung ohne Freisetzung.
- ATEX-Zertifizierung für explosionsgefährdete Bereiche.
- Lange Lebensdauer: Abgestimmt auf die Lebenszyklen von Investitionsgütern in der Hochvolumenproduktion.
Gewähltes Produkt:
ASBV DN250 Doppelklappe
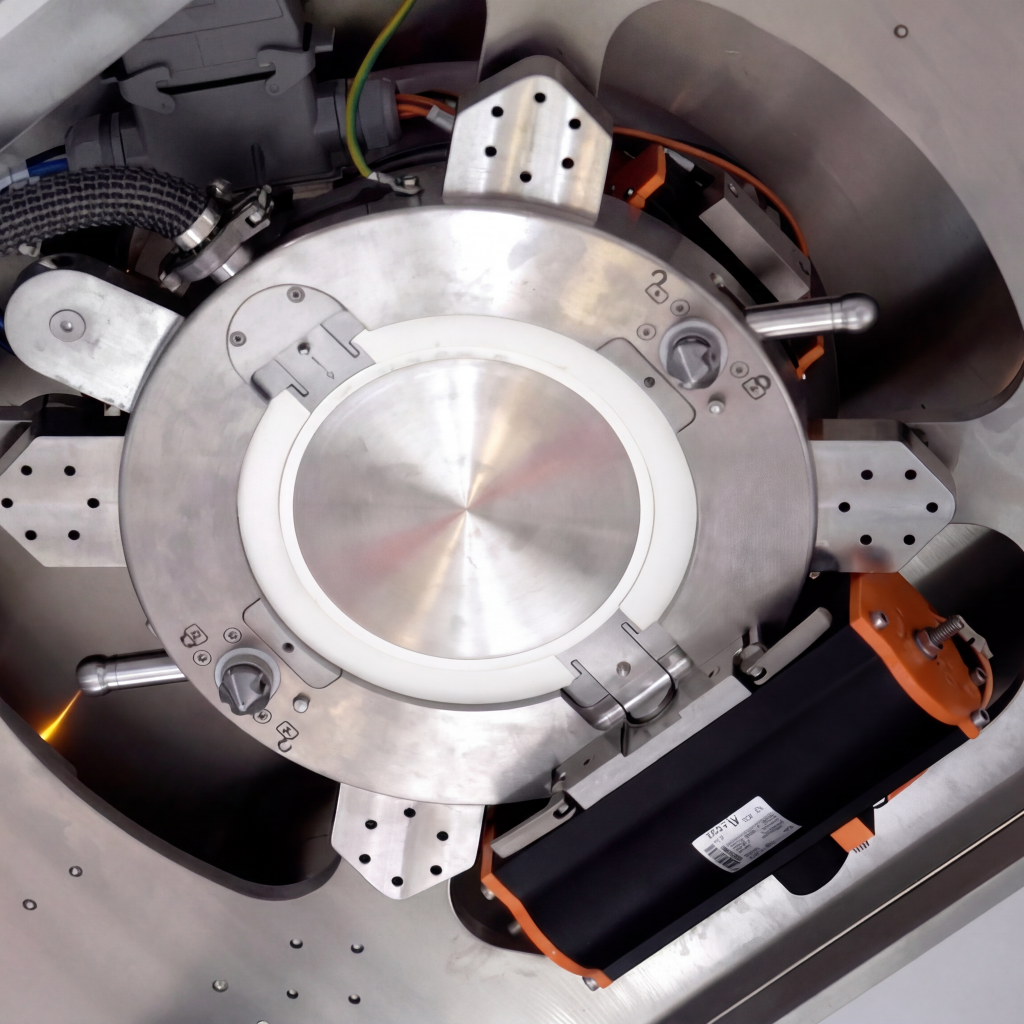
Die ASBV DN250 ist eine mechanisch abgedichtete Doppelklappe, die als vollautomatische Containment-Schnittstelle zwischen mobilen IBCs und stationären Prozessanlagen konzipiert ist.
In dieser Anwendung ist die Aktivklappe dauerhaft am Mischreaktor installiert; die Passivklappe ist im IBC integriert. Wenn das FTS den IBC über dem Reaktor positioniert, rasten die beiden Klappenhälften mechanisch ein.
Die gesamte Sequenz – Ankoppeln, Öffnen, Materialtransfer, Schließen, Abkoppeln – erfolgt vollautomatisch gesteuert und wird direkt vom Leitsystem der Anlage ausgelöst.
Ein entscheidendes Merkmal für die FTS-gestützte Automatisierung ist der integrierte mechanische Toleranzausgleich der ASBV. Da FTS zwar präzise, aber nicht ‚laborgenau‘ arbeiten, kompensiert die ASBV-Positionsabweichungen durch ihren schwimmend gelagerten Aktivflansch und das Puffersystem.
Dies eliminiert die Notwendigkeit für teure Führungskonstruktionen oder Präzisions-Andockstationen. Die ATEX-Zertifizierung qualifiziert die Doppelklappe für den Einsatz in explosionsgefährdeten Zonen.

Vorteile & Betriebsleistung
- Vollautomatisierter Transferzyklus: Der Verzicht auf manuelles Eingreifen erhöht die Prozessgeschwindigkeit und eliminiert menschliche Fehler.
- FTS-Kompatibilität: Der axiale Versatz- und Neigungsausgleich der DN250 ermöglicht ein zuverlässiges Andocken ohne Millimeterpräzision des Fahrzeugs.
- Sicheres Containment: Die ASBV hält beide Klappenhälften während der Annäherung, des Eingriffs und der Trennung geschlossen. Die Freisetzung krebserzeugender Stäube wird an der Quelle verhindert.
- ATEX-Konformität: Das Design stellt sicher, dass die automatisierte Schnittstelle in den Zonen 20 (innen) und 21 (außen) sicher betrieben werden kann.
- Investitionssichere Lebensdauer: Mit einer Standzeit von 10–20 Jahren und standardisierten Ersatzteilen ist die ASBV auf maximale Anlagenverfügbarkeit (Uptime) ausgelegt.
Fazit
Dieses Projekt verdeutlicht, dass die ASBV nicht lediglich eine Sicherheitskomponente ist, die einem Pulvertransferschritt hinzugefügt wurde, sondern ein direkter Enabler für die Prozessautomatisierung. Dank ihrer pneumatischen Betätigung, dem mechanischen Toleranzausgleich und der geschlossenen Andockarchitektur kann sie vollständig über ein Anlagenleitsystem gesteuert werden, ohne dass eine menschliche Anwesenheit erforderlich ist. Die Übergabestelle arbeitet mit der Geschwindigkeit und Konsistenz des umgebenden automatisierten Systems, ohne das Containment zu beeinträchtigen.
Das Design der ASBV für FTS-integrierte Workflows basiert auf bewährten technischen Prinzipien, die in High-Containment-Anwendungen weltweit zum Einsatz kommen. Dieselbe Konfiguration – automatisierter IBC-Transport per FTS (AGV), Passivklappe am IBC, Aktivklappe am Reaktor, vollpneumatischer Andockzyklus – wird in der pharmazeutischen Fertigung eingesetzt, wo ein Containment mit OEL-Werten von < 1 µg/m3 erforderlich ist. Die technischen Anforderungen an das automatisierte Pulverhandling sind in der Batterieelektrodenproduktion, der pharmazeutischen Wirkstoffherstellung (API) und der Feinchemie identisch. Die Pharmaindustrie hat das FTS-basierte Pulverhandling genau deshalb eingeführt, um den Automatisierungsgrad zu maximieren und gleichzeitig Containment-Verpflichtungen zu erfüllen, die durch manuelle Übergangslösungen nicht zuverlässig realisiert werden konnten. Die ASBV wurde für dieses Projekt ausgewählt, da sie beide Anforderungen gleichzeitig erfüllt: Sie lässt sich nahtlos in einen FTS-gesteuerten Workflow integrieren und wahrt den erforderlichen Containment-Standard für die involvierten Gefahrstoffe.
Für Betriebsleiter und Planungsingenieure, die ein vollautomatisiertes Pulverhandling in der Batterie-, Pharma- oder Feinchemieindustrie konzipieren, bietet die ASBV eine validierte, praxiserprobte Schnittstelle, die beide Herausforderungen gleichzeitig löst. Containment ist kein Bremsklotz für die Automatisierung. Die Automatisierung beeinträchtigt das Containment nicht.