ASBV as Automation Enabler:
Fully Automated Powder Transfer in Battery Production
EXECUTIVE SUMMARY
A major battery manufacturer automated cathode powder transfer in its electrode production facility using Andocksysteme’s ASBV DN250 split butterfly valves, enabling fully autonomous AGV-based docking with pneumatic control while maintaining complete containment of carcinogenic and combustible metal oxide powders.
- Fully automated powder transfer with operator-free containment: AGV positioning, pneumatic docking, and mechanical valve engagement eliminate operator exposure during IBC-to-reactor transfer of cobalt, nickel, and manganese powders, reducing reliance on personal protective equipment and enclosures.
- Tolerance compensation unlocks AGV-based automation: Built-in mechanical tolerance compensation accommodates AGV positioning variance, eliminating need for precision docking fixtures and enabling reliable repeated cycles without custom guidance systems.
- ATEX-compliant automation infrastructure for high-hazard powders: ATEX-certified design ensures safe operation in explosive atmosphere zones (Zone 20 inside / Zone 21 outside) with no ignition sources, supporting factory-scale production with predictable 10-20 year maintenance intervals and proven field performance across pharmaceutical and fine chemical automation.
Engineering Requirements for Automated Powder Transfer
A major battery manufacturer operating at factory scale sets out to fully automate cathode powder transfer in its electrode production line, protecting human operators from the exposure during the docking sequence. The facility processes fine metal oxide powders including cobalt and nickel (both classified carcinogens), manganese (a central nervous system hazard), and lithium compounds, transferring them from IBCs into mixing reactors where electrode slurry is prepared.
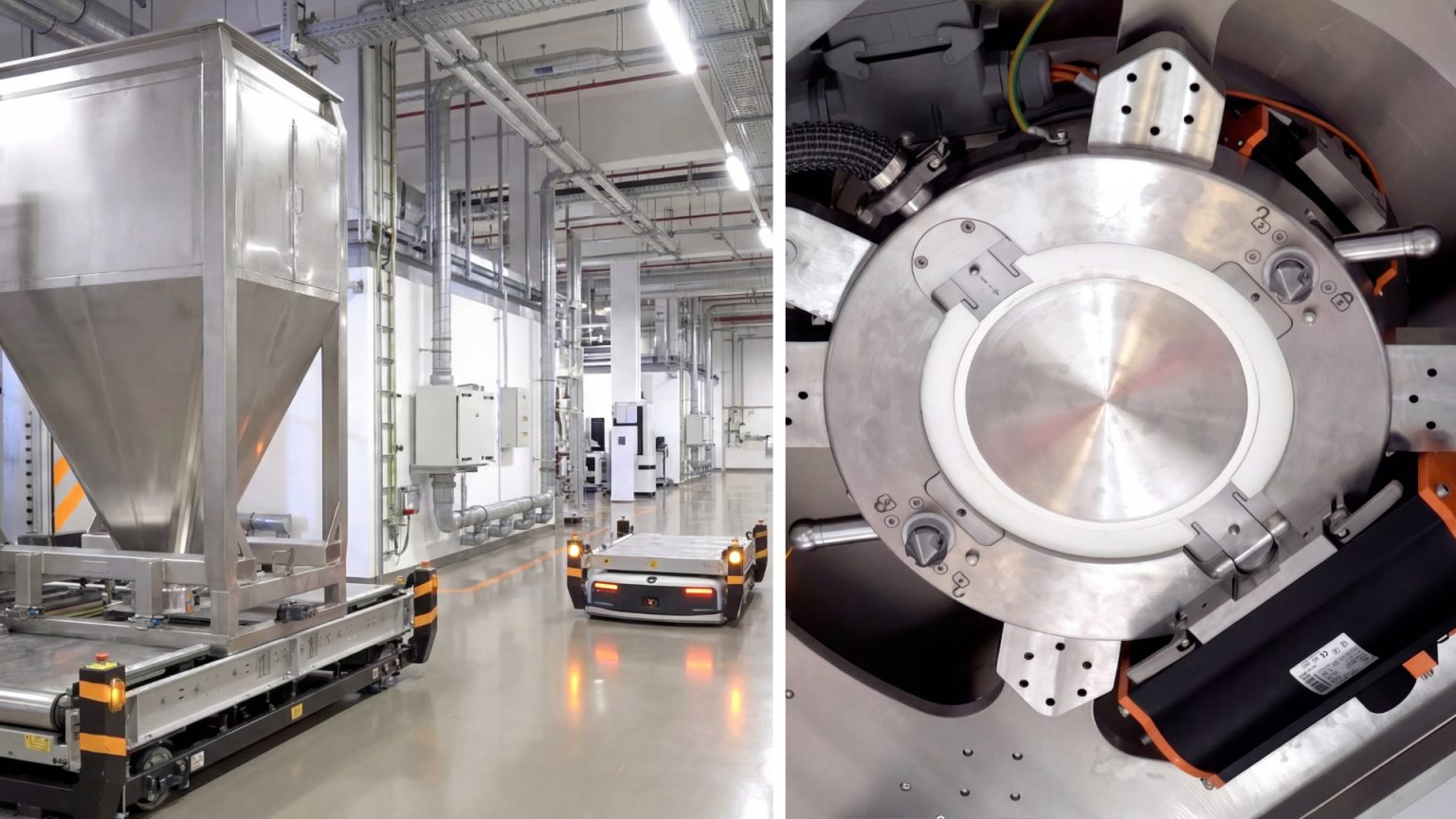
The automation concept required IBCs to be transported and positioned on top of the mixing reactor by AGVs, Automated Guided Vehicles, that navigate the plant floor without human intervention. For this workflow to function, the containment interface at the IBC-to-reactor connection had to be mechanically compatible with AGV positioning tolerances, pneumatically operable without operator input, and capable of maintaining full containment throughout every docking cycle. While the facility’s risk assessment identified combustible dust hazards from graphite and carbon black, ATEX certification was specified as a design standard to ensure safe operation in explosive atmosphere environments. This added a non-negotiable constraint: every component at the transfer point had to be rated for explosive atmosphere zones.
- Fully automated docking cycle: no manual connection, no operator intervention at the transfer point
- Mechanical tolerance compensation compatible with AGV positioning accuracy
- Closed containment at every stage, connection, transfer, and disconnection, with no open-air exposure
- ATEX certification for explosive atmosphere zones
- Long service life aligned with capital equipment lifecycles in high-volume production
Selected Product:
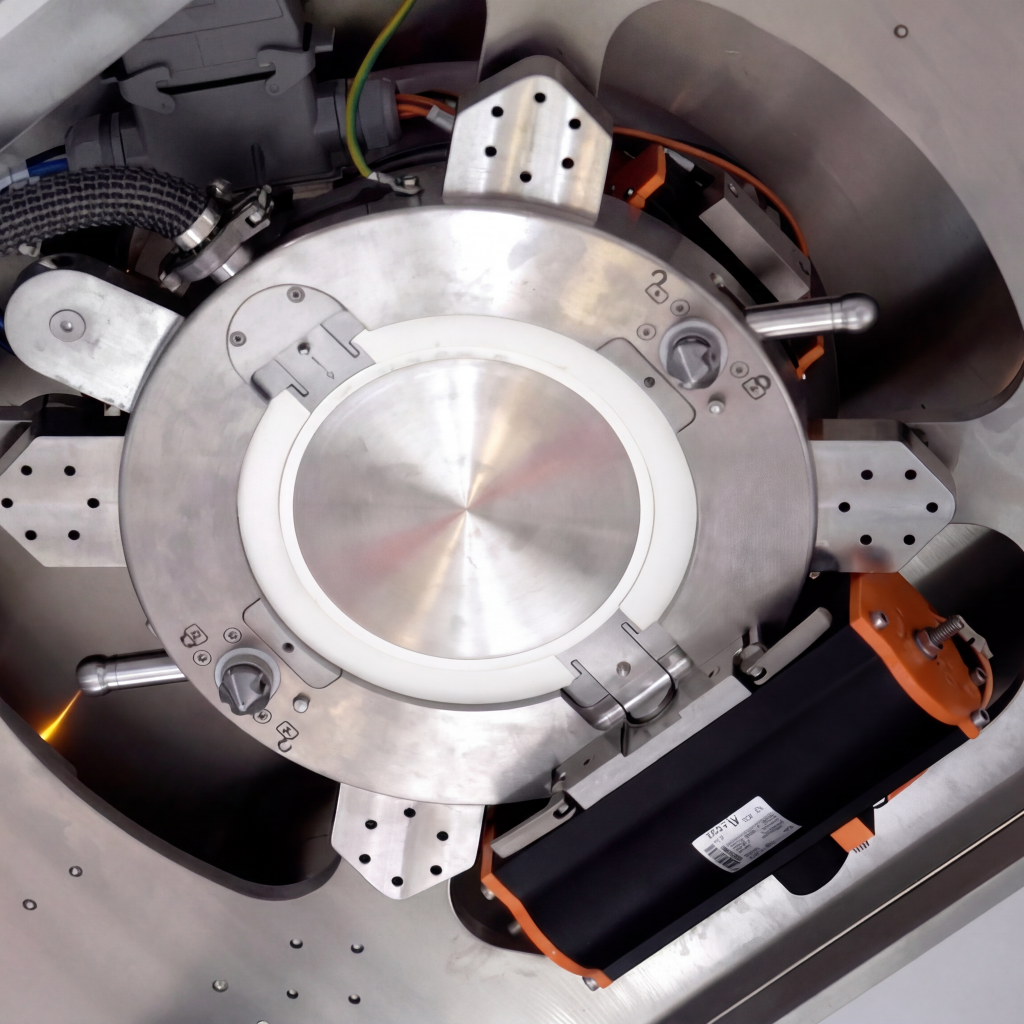
ASBV DN250 Split Butterfly Valve
The ASBV DN250 is a mechanically contained split butterfly valve built to function as a fully automated containment interface between mobile IBCs and fixed process equipment. In this application, the active valve is permanently installed on the mixing reactor; the passive valve is integrated into the IBC. When the AGV positions the IBC on top of the reactor, the two valve halves engage mechanically. The entire docking sequence, connection, opening, material transfer, closing, undocking, is then executed under pneumatic control, triggered directly by the plant automation system. No operator is required at the transfer point at any stage. Neither the reactor inlet nor the IBC outlet is exposed to the environment at any point during the cycle.
The design feature that makes AGV-based automation viable is the ASBV’s built-in mechanical tolerance compensation. AGVs are precise, but not laboratory precise. The ASBV absorbs this positional variability through its floating active flange and bumper system, ensuring reliable valve engagement cycle after cycle without requiring the AGV to achieve perfect alignment. This removes a significant integration barrier: there is no need for custom guidance structures or precision docking fixtures at each reactor station. The valve simply works within the tolerances the automation system naturally produces. ATEX certification qualifies the valve for operation in explosive atmosphere zones. The ASBV is a long-life, mission-critical component designed to operate for many years with predictable maintenance intervals.

Benefits and Operational Performance
- Fully Automated Transfer Cycle: The complete docking-to-undocking sequence is executed without any operator presence at the transfer point. The ASBV’s pneumatic actuators respond directly to the plant control system, making it a native element of the automated workflow, not an exception to it. Cycle repeatability is mechanical, not dependent on operator technique or timing.
- AGV Compatibility Through Tolerance Compensation: The axial offset and angular inclination tolerance built into the DN250 accommodates the natural positioning variance of AGV systems. Reliable docking is achieved without millimetre-level precision from the vehicle, eliminating the need for costly alignment fixtures or custom docking stations at each reactor position.
- Containment Preserved Across Every Automated Cycle: Removing the operator from the docking sequence does not reduce the containment standard, it reinforces it. The ASBV keeps both valve halves closed during approach, engagement, and separation. Airborne dust generation from carcinogenic and neurotoxic cathode powders is eliminated at the source, regardless of how frequently or rapidly the automated line cycles.
- ATEX Compliance Built In: ATEX-certified design ensures the automated transfer point operates safely in zones classified for combustible dust (Zone 20 inside / Zone 21 outside). Graphite and carbon black present a real explosion risk in factory environments, the ASBV introduces no ignition sources during the docking cycle, protecting both personnel and the production facility.
- Infrastructure-Grade Design Life: With a 10–20-year service life and standardised replacement parts, the ASBV is designed to run with the production line, not against it. In a high-throughput automated facility cycling thousands of transfers per year, predictable maintenance intervals and durable construction are not optional extras; they are a prerequisite for sustained automation uptime.
Conclusions
This project demonstrates that the ASBV is not simply a safety component added to a powder transfer step, it is a direct enabler of process automation. Its pneumatic actuation, mechanical tolerance compensation, and closed docking architecture allow it to be operated entirely by a plant control system, with no human presence required. The transfer point runs at the speed and consistency of the automated system around it, without compromising containment.
The ASBV’s design for AGV-integrated workflows is based on proven engineering principles applied across high-containment applications. The same configuration, automated IBC transport via AGV, passive valve on the IBC, active valve on the reactor, fully pneumatic docking cycle, is used in pharmaceutical manufacturing where OEL 1 containment is required. The engineering requirements for automated powder handling are equivalent across battery electrode production, pharmaceutical API manufacturing, and fine chemical processing. The pharmaceutical industry adopted AGV-based powder handling precisely to maximise automation while meeting containment obligations that no manual workaround could reliably satisfy. Battery manufacturers are now pursuing identical objectives, and the engineering requirements are equivalent. The ASBV was selected for this project because it met both demands simultaneously: it could be integrated into an AGV-driven workflow and it maintained the containment standard required for the hazardous powders involved.
For plant managers and design engineers planning fully automated powder handling, in battery electrode production, pharmaceutical API manufacturing, or fine chemical processing, the ASBV provides a validated, field-proven interface that resolves both challenges at once. The containment does not slow the automation. The automation does not compromise the containment.